")
")
")
")
")
")
Procédés productives
Préparation des inserts métalliques:
aluminium, fer, acier, laiton.

Préparation inserts. Lavage.
Les inserts s’installent dans un bassin de dégraissage et ils viennent lavés avec des solvants organiques en phase vapeur ou en phase liquide, cela dépend du type de matériel et des successifs travails.

Préparation inserts. Sablage.
Manuel ou automatique, les inserts viennent sablés avec du corindon pour rompre les liens superficiels et éventuellement les feuilles d’impureté ou dus à l’oxydation qui peuvent empêcher les attaques caoutchouc-métal.

Préparation inserts. Peinture.
À pinceau ou à jet, avec deux différentes couches de peintures spéciales très utiles à favoriser l’attaque chimique entre caoutchouc et métal.
Caoutchouc
Préparation caoutchouc.Mélange.
À travers des mélangeurs ouverts à cylindres rotatifs, le caoutchouc vient gâché et réchauffé.
La friction générée par les différentes vélocités de rotation des cylindres crée un abaissement de la viscosité du caoutchouc en favorisant la diffusion du système accélérant.
Préparation caoutchouc. Formatage.
Le gâchage homogène se réalise et préforme avec une particulière machine à piston qui extrude le caoutchouc à travers une filière et il coupe le caoutchouc avec une lame.
Avec une correcte organisation de la pression du cylindre, de la forme de la filière et de la vélocité de la coupe de la lame on peut obtenir des différents formats et poids demandés pour le moulagedu particulier du dessin, en réduisant au minimum les baves (caoutchouc en excès) dans la phase de moulage.

Moulage caoutchouc
Moulage par Injection.
Le moulage par injection est une technologie utilisée dans la production en grands lots parce-que ce type de machines permet l’utilisation de caoutchouc en bandes continues, pas du tout préformés. Ce produit on peut le charger dans la machine à travers d’une vis rotatif et injecter avec un piston au-dedans du moule.
Le moulage par injection permet d’obtenir des pièces avec peu de baves, en effet la machine injecte le caoutchouc à moule fermé avec la possibilité d’appliquer le vide avant l’injection et ainsi en réduisant l’écart du aux bulles d’air à zéro.
Dans cette manière les cycles de travail sont beaucoup plus brefs par rapport aux cycles sur machines à compression, puisque le caoutchouc est préchauffé par la vis rotative, en réduisant ainsi les temps de vulcanisation du caoutchouc.
Moulage par Compression.
Le moulage par compression est une technologie utilisée dans la production de moyens et petits lots ou dans échantillonnage et préséries.
Les cycles résultent être plus longs par rapport à l’injection puisque le caoutchouc n’est pas préchauffé mais il commence et termine la vulcanisation exclusivement dans le moule maintenu à des élevées températures et pression.
Même dans ce travail les baves en excès sont réduites au minimumgrâce à l’intervention du formatage du caoutchouc.

Moulage par Injecto-compression.
Cette technologie est l’union des deux avant mentionnées.
Le caoutchouc est injecté sur le moule légèrement ouvert jusqu’à former une “pizza” de caoutchouc.
Quand la machine se ferme, phase de compression, le caoutchouc rejoint les cavités du moule et vulcanise.
Les avantages par rapport à l’injection pure on peut le voir dans le coût du moule:
plus économique puisque on ne réalise pas des canaux d’injection.
De toute façon, cette technique ne peut être utilisée qu’avec des articles qui ne supèrent pas 1cm de haut.
Moulage par Transfer.
Dans ce système le moule est fermé et l’élastomère est forcé dans les cavités par un piston de chargement à travers un canal d’alimentation.
Les moules composés par 4 ou 5 parties sont plus complexes que les moules à compression simple parce-que, en plus des ouvertures d’air, ils doivent être muni de canaux pour l’alimentation du mélange.
Dans ce cas, le piston en forçant l’élastomère dans les canaux, le sollicite mécaniquement, donc par friction se réchauffe.
Il y a ainsi des cycles plus brefs.
Il s’agit en tous cas d’un système pas du tout adaptable à l’utilisation des inserts puisque quand le mélange mouille l’insert avec une certaine vélocité qui dépend de la pression du piston, il risque de traîner avec soi-même l’adhésif.
Nettoyage finale
Nettoyage finale. Rectification.
Cette dernière phase de travail est souvent utilisée afin de produire des articles dont on demande tolérances dimensionnelles très étroites.
Effegomma dispose de 2 fraises et 2 rectifications parallèles et offre des articles techniques en caoutchouc avec un élevé précision.
Par exemple, nos ventouses pour plans de référence ont une tolérance de 0.05mm.
Valeur difficile à obtenir dans le monde du caoutchouc!

Nettoyage finale. Bavure à travers de l’azote liquide.span>
Effegomma dispose d’une grenailleuse avec de l’azote liquide pour le nettoyage de baves et du caoutchouc en excès.
Les détails se positionnent sur un casier rotatif, refroidis et “bombardés” par la grenaille.
ILes différentes épaisseurs entre l’article véritable et la bave de réalisation rendent cette dernière la plus fragile, et ainsi on peut obtenir un nettoyage de l’article parfait.
Cette machine en effet peut travailler soit avec des articles de grandes dimensions qu’avec des minuteries, quand on doit nettoyer des trous de dimensions d’environ 1mm.
Contrôles
Contrôles finals et vérification de la qualité.
Effegomma effectue des contrôles à échantillon sur les produits finis selon des rigoureux standards, en utilisant des instruments prévus et en accomplissant aussi des épreuves “destructives” sur aucunes familles de produits, comme les roues o les plaques afin d’évaluer la qualité du produit offert.

Contrôles du procédé
dans les différentes phases du travail.
Nous disposons d’un système de control de la qualité, avec des instruments spécifiques, c’est à dire le duromètre et le comparateur, gestion de la production intégrée au système informatique, afin de surveiller toujours chaque phase productive.
Contrôles. En réception.
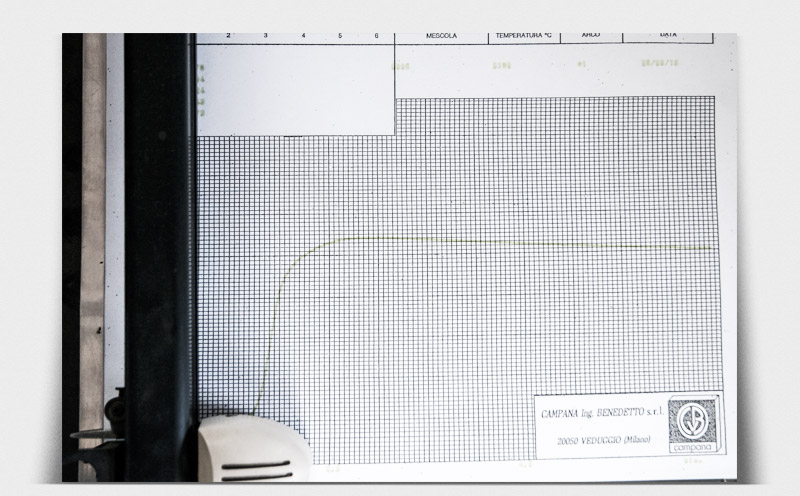
Nous disposons d’un rhéomètre pour le control des mélanges en entrée, qui fournit une courbe rhéologique (courbe de réticulation) pour établir le cours de la coction de chaque caoutchouc.
Encore, nous disposons de planes de référence, comparateur et altimètres pour le control des quotes-parts des inserts.
Travails spéciales
ravails spéciales. Collage à froid.
Quand il y a des demandes singulières d’articles comme plaques ou ventouses en caoutchouc-plastique, vis avec une tête en polyuréthane ou articles qui ne peuvent pas être imprimés à cause de déformations qui pourraient naître dans la phase de moulage, Effegomma répond avec la technique du collage.
Cette technique prévoit la préparation des surfaces qui vont entrer en contact, après le collage et un temps de pose égal à environ 24h.
Cette technique est idéale pour les petits lots de produits, en effet, on peut gommer toute pièce de toute forme sans devoir recourir à la production d’un moule.


Travails spéciales. Assemblage des détails.
Effegomma offre encore des services comme le montage des articles spéciales composés par plus de 50 components.
Par exemple nous montons chaines d’entrainement de 5/8” jusqu’à 1” 1/4 pouces et jusqu’à 20m de long.
En plus, nous produisons des ventouses à vide et des plans de référence composée par plastique, caoutchouc, métal, polyuréthane.
Nous pouvons aussi réunir nombreux matériaux avec des caractéristiques chimiques et physiques différents.
Réalisation et rétablissement des rouleaux et des cylindres.
Effegomma depuis plus de 20 ans adopte la technique du tricotage de chainons sur les tambours pour la réalisation des rouleaux jusqu’à 2m de long.
Cette particulière technologie nous permet d’offrir un produit de haute qualité à prix compétitifs.
En plus, la valeur ajoutée de nos rouleaux consiste dans la possibilité de substituer les chainons cassés, à cause d’une erronée utilisation du rouleau, en temps brefs:
10 minutes environ.
En réduisant ainsi les temps d’arrêt des machines et toutes les problématiques qui procèdent d’un arrêt dans la production.
Nous offrons des rouleaux en fourniture complète ou gommage pour compte de tiers.

